Problem
Machining problem to solve
Complex automotive part geometryTight tolerance controlStable batch production
Case Study
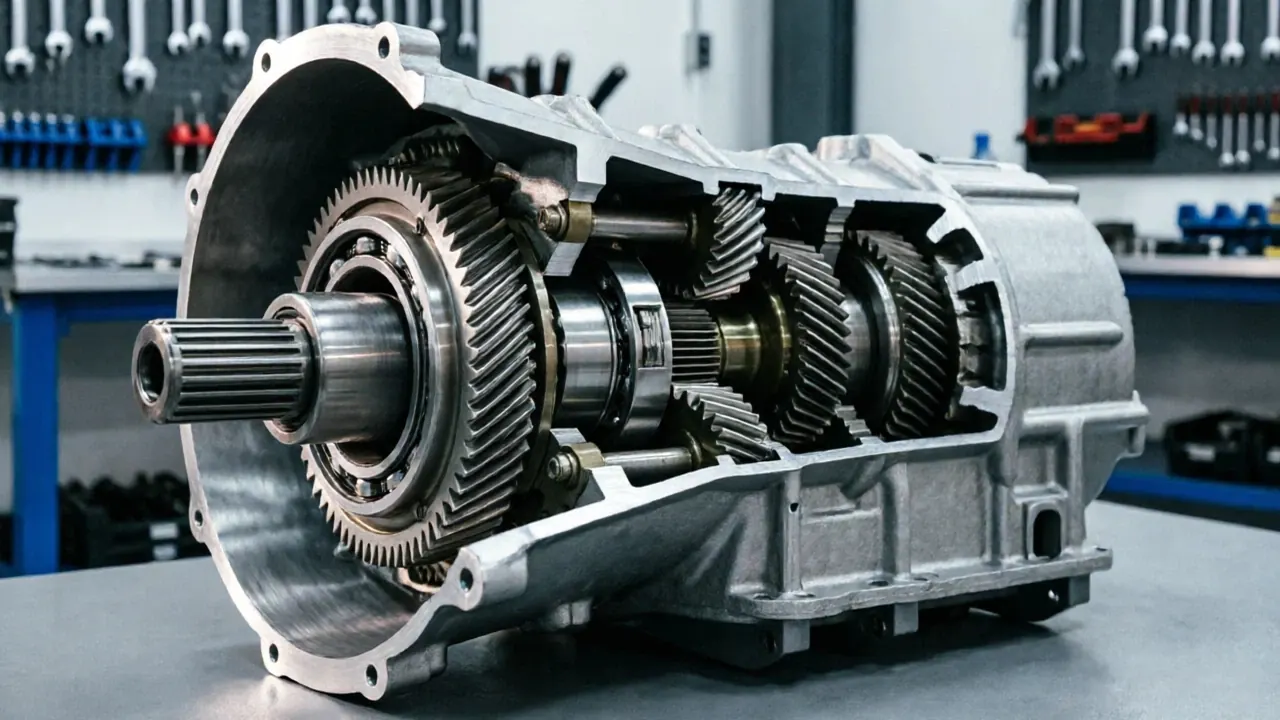
Automotive Case Study 19 / 20The differential housing is the core structural component of the drivetrain system.
Case Overview
Problem
Solution
Machine Used
Process
Full Case Article
The differential housing is the core structural component of the drivetrain system.
Its function is simple:
Allow the left and right wheels to rotate at different speeds while transmitting engine torque.
However, the internal structure is extremely sophisticated.
A differential housing contains:
Typical applications include:
The machining accuracy of the housing directly determines:
The customer is a Tier-1 drivetrain supplier.
Products include:
Annual production:
Main problems:
HYR CNC developed a dedicated solution optimized for high-volume drivetrain production.
Differential technology is evolving rapidly.
The most common structure:
Advantages:
Applications:
Widely used in:
Benefits:
Requires:
Higher machining accuracy.
Modern EVs increasingly use:
Rotational speed:
Thus:
Bearing and gear alignment become critical.
Advantages:
Applications:
Advantages:
Applications:
Advantages:
Applications:
Typical manufacturing process:
Among these:
Bearing bores and gear seats are the most critical features.
Casting creates:
However:
Casting cannot achieve:
Therefore:
Critical surfaces require CNC machining.
Requirements:
Poor machining causes:
Requirements:
Poor machining causes:
Requirements:
Poor machining causes:
Differential housings contain:
Challenges:
Typical wall thickness:
Challenges:
Requirements:
Challenges:
Modern differentials are becoming increasingly intelligent.
Features:
Applications:
Applications:
Benefits:
Requires:
Higher housing rigidity.
Features:
Benefits:
Common in:
HYR recommends:
Suitable for:
Travel:
Advantages:
Suitable for:
Travel:
Advantages:
Features:
Benefits:
Machine:
Remove casting allowance.
Machine:
Requirement:
Machine:
Requirement:
Machine:
Requirement:
Machine:
Machine:
Remove:
Improve assembly quality.
Inspect:
Guaranteeing drivetrain reliability.
Every differential housing undergoes strict inspection.
Requirement:
Inspect:
Requirement:
Inspect:
Inspect:
Requirement:
Verify:
Ensuring complete dimensional accuracy.
After adopting HYR CNC machining solutions:
The customer achieved:
Recommended for:
Suitable for:
Ideal for:
What Is CNC Milling?
A differential housing contains gears, bearings and oil channels, allowing wheels to rotate at different speeds while transmitting torque.
Aluminum A356-T6, ADC12 and QT450 ductile iron are widely used.
Critical features such as bearing bores, gear seats and sealing surfaces require precision machining beyond casting capabilities.
Most modern differential housings require bearing bore coaxiality of 0.008 mm or better.
HYR VMC1060 and VMC1165 are excellent solutions for differential housing machining.
Differential housings are critical components in modern automotive drivetrains.
From bearing bores and gear seats to sealing surfaces and oil channels, every feature requires precision CNC machining.
With high rigidity, excellent material adaptability and stable dimensional accuracy, HYR CNC machining centers provide reliable and efficient solutions for differential housing manufacturing.
HYR CNC continues to support global automotive manufacturers with advanced machining technology and customized drivetrain production solutions.
Result
| Item | Before | After |
|---|---|---|
| Result 1 | Before optimization | After adopting HYR CNC machining solutions: |
| Result 2 | Before optimization | Item |
| Result 3 | Before optimization | Before |
FAQ
This article covers differential housing machining requirements, challenges, process planning and CNC machine selection.
The final machine should be selected according to part size, material, tolerance, cycle time and fixture plan.
Yes. Send drawings, material, tolerance and volume so HYR-CNC can recommend a suitable machining proposal.
Related Products
Similar Case Studies
The EV battery tray is one of the most important structural components in modern electric vehicles. It serves as the foundation of the battery pack, supporting battery modules, cooling systems, high-voltage electrical co...
The EV battery enclosure is the outer protective structure of a battery pack. It is designed to protect battery modules, cooling systems, high-voltage electrical components, and wiring harnesses from mechanical shock, du...
Battery thermal management is one of the most critical technologies in modern electric vehicles. As battery energy density continues to increase, maintaining a stable operating temperature has become essential for safety...
Request Quote
Send your drawing, material, tolerance, surface finish and production volume. HYR-CNC will recommend the right machine configuration and machining proposal.
Start Machine SelectionRelated Links