Customer Requirements
What the customer needed
The customer is a precision mold manufacturer producing:Automotive interior componentsElectronic housingsMedical plastic partsHigh-precision industrial partsAnnual production:
Case Study
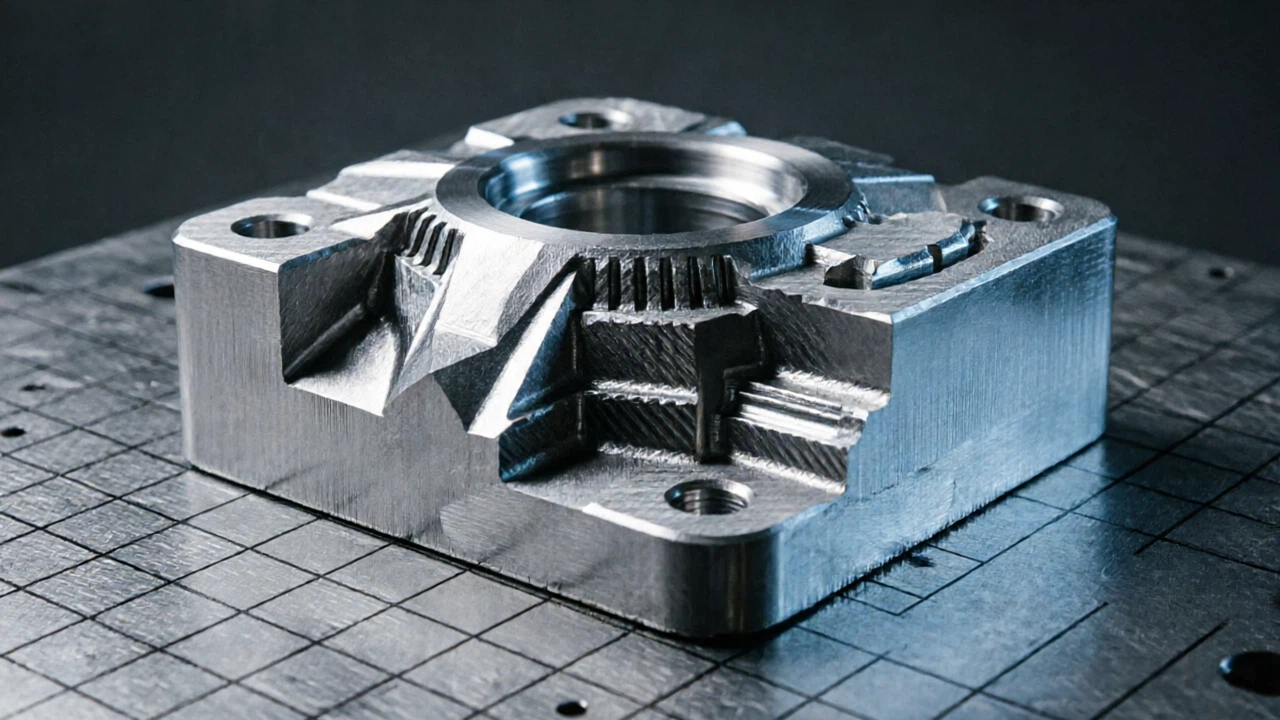
Mold & Die Case Study 04 / 15The mold core is one of the most critical components in injection molds and die casting molds.
Project Overview
Customer Requirements
Challenges
HYR CNC Solution
Machining Process
Full Case Article
Item
Details
The mold core is one of the most critical components in injection molds and die casting molds.
A mold core is the internal forming component of a mold, responsible for shaping the inner geometry of the final product.
HYR CNC provided a dedicated mold core machining solution.
Mold core machining is not simple 3-axis cutting.
Item
A mold core is the internal shaping component that defines the inner geometry of a molded product.
Because it requires high precision, deep cavity machining, and strict surface quality control.
P20, H13, NAK80, and S136 are commonly used.
Mold cores are one of the most critical components in mold manufacturing.
They require extreme precision, stable machining processes, and high-quality surface finishing.
With advanced CNC machining capability and mold engineering experience, HYR CNC delivers reliable mold core manufacturing solutions for global industries.
Results
| Item | Before | After |
|---|---|---|
| Result 1 | Before optimization | After HYR CNC machining optimization: |
| Result 2 | Before optimization | Accuracy |
| Result 3 | Before optimization | +/-0.012 mm |
FAQ
This page covers mold core requirements, machining difficulty, process planning and machine selection.
HYR VMC850, VMC1060, VMC1165 and gantry CNC systems are selected according to mold size and machining difficulty.
Yes. Send drawings, mold steel, tolerance, surface finish and mold size for a suitable machining proposal.
Recommended Machines
Similar Case Studies
Injection molding is one of the most widely used manufacturing processes in the world.
An automotive mold is a precision tooling system used to produce vehicle plastic components through high-pressure injection molding.
Die casting is one of the most important manufacturing processes in modern automotive and electric vehicle production.
Mold SEO Cluster
Automatic internal links connect this case study with the Mold & Die hub, related case studies and core technical articles.
Mold manufacturing, CNC machining services and precision mold company topic hub.
Related Case StudyThe mold cavity is the most visually critical part of any injection mold.
Related Case StudyA mold base is a pre-assembled steel structure that holds all functional mold components together.
Request Quote
Send your drawing, material, tolerance, surface finish and production volume. HYR-CNC will recommend the right machine configuration and machining proposal.
Start Machine SelectionRelated Links