Problem
Machining problem to solve
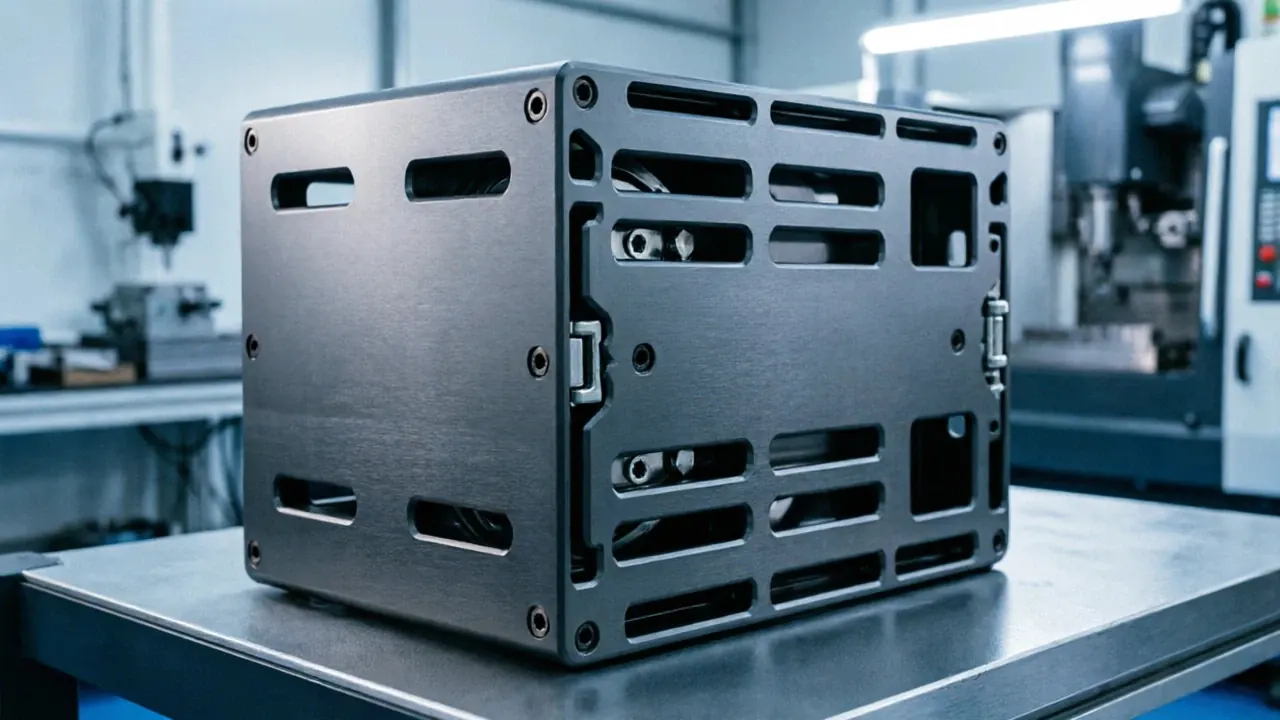
Satellite housings combine:Large Size+Thin Wall+High Precision+Weight ReductionSpace structures cannot rely solely on casting or forming.Reasons:Tight TolerancesComplex GeometryAssembly AccuracyWeight OptimizationCNC machining ensures: