Problem
Machining problem to solve
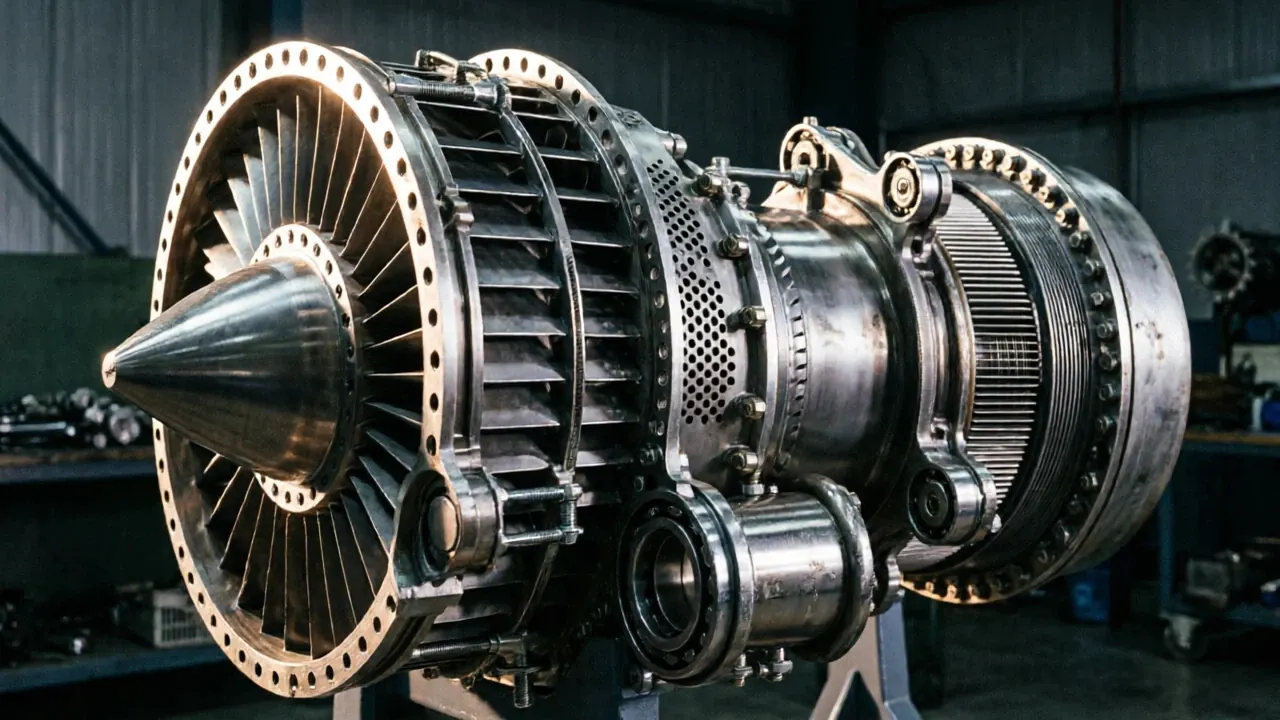
Rocket engine parts combine:Extreme Materials+Complex Geometry+Thermal Requirements+Ultra-High ReliabilityRocket engine geometries often include:Curved SurfacesDeep CavitiesMulti-Angle FeaturesTraditional machining:Multiple SetupsLong Cycle TimeAccumulated Error